【連載】ツーリングコンシェルジュ・清水浩の 『工具需要の視点』特別編㊼
ボーリング加工の最大ポイントは刃先高さの調整
ボーリング加工は穴あけ加工の最終の工法ともいえます。しかし、加工公差や面粗さの要求によっては対応できない場合があり、内径研削やスパロール、ホーニング(研削)が必要になります。
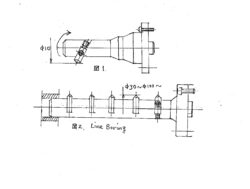
ボーリング加工は、スケッチ(図)1・2の通り、原則としてボーリングアーバーにバイトあるいはインサートを介して加工しますが、内径はΦ10が限界かと思います。
Φ10の場合、アーバー径はΦ9、バイトはΦ3~Φ4が挿入できますが、それを固定する六角穴付き小ねじがM4では、市販の六角レンチ幅が2㎜、M5では2.5㎜と細いため、強く締められません。
さらに、最終固定する際に必ず微動するので5μの交差を確保するために、10分以上要することを経験しています。ボーリング加工で最大のポイントは刃先高さの調整です。
(続く) 〈清水浩〉


2025年1月20日