【連載】ツーリングコンシェルジュ・清水浩の『工具需要の視点』特別編㊴ 内径安定性、面粗さ、真円度の確保が難しい工具「リーマ」
昨今、自動車メーカーの品質問題がクローズアップされたこともあり、本連載では一昨年9月から前号(今年4月)までの間は、工具に起因する「品質問題」について述べてきましたが、今回よりあらためて、切削工具の種別解説に戻り、リーマについて説明していきます。
JIS工具規格には多くの切削工具類の技術的記述があり、私もこれらを通して設計に携わったことは、これまでの述懐通りです。JISには、ドリルやフライス、さらにバイトについては概略図を用いて詳細に説明されていますが、内径専用のリーマはほとんど説明されていません。ただし、JISB4401~B4413は、各種リーマの名称が紹介されていますので通読いただければと思います。
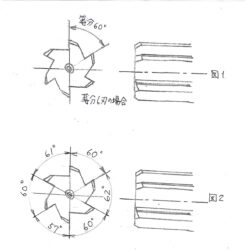
内径加工に対して高精度を得る工具は、リーマ、ボーリング、研削、バニシング工具、スパロールなど、多くの工法がありますが、リーマが最も身近な工具ですのでユーザーによっては貴重かと思います。最も基本的な形状の概略をスケッチ(※図1)にて添付しました。リーマはドリルなどであらかじめ前加工された穴に追加工して、加工公差H8、面粗さはRa1(4S)程度、さらに真円度ゼロを確保する切削工具です。リーマの技術資料ではRa0.8、3.2Sと著す例がありますが、内径の安定度、面粗さ、真円度のいずれも確保することはとても難しい工具です。
リーマはφD(外径)によって4・6・8枚刃の分刃が基本ですが、設計者の意図により増減が可能です。切れ刃ピッチが図1のような一定角ではない不等分刃(※図2、ただし事例)を論文や工具メーカーの情報から知る機会がありました。不等分刃の考えは、切削中に一枚の刃が切削抵抗によりビビリ(微少振動)が発生した場合に、前方の同一線上に切れ刃が存在すると、その刃にも振動が伝わるので少しでもずらすことが、不等分刃の原理であると専門誌にも紹介されています。しかし前方の同一線から刃がわずかでもずれると、マイクロメーターでは外径が正しく測定できません。(続く)〈清水浩〉

2024年5月7日